Графическии интерфейс Axis
#1 OFFLINE torvn77


- Пол: Мужчина
- Из:Санкт-Петербурга
пока в тему не пишите
Сообщение отредактировал torvn77: 18 Май 2014 — 03:24
#2 OFFLINE torvn77
- Пол: Мужчина
- Из:Санкт-Петербурга
Для запуска программы кликните два раза по созданному мастером ярлыку с названием
«lauch имя_которое _вы_присвоили_конфигурации_машины».
Пример ярлыка с названием машины PLC4x-G2:
После показа картинки заставки откроется окно оболчки Axis:
Как можно видеть большая часть элементов отключена и по сути вы можете только открыть УП и
просмотреть её визуализацию во вкладке Preview.
Для того чтобы элементы управления станком стали доступны вам надо сначала отключить сигнал Estop(или включить сигнал enabled/charge_pump),затем включить станок и произвести его инициализацию.
Сигнал Estop отключается кнопкой клавиатуры F1 или кнопочкой с крестиком на красном кружочке.
Включение станка производится нажатием клавиши F2 или соседней с права кнопки со знаком включения питания.
Если всё прошло хорошо то окно Axis примет вот такой вид:
Если окно не включилось,а в правом нижнем углу появилось сообщение об ошибке,
то вам надо его прочитать и принять меры к её устранению.
Наиболее частой причиной неудачного запуска машины является срабатывания одного из датчиков,
который в норме должен быть не сработавшим.
Как правило это датчики Limit расположенные по краям рабочего поля станка или датчик CAD,
который используют для установки нуля управляющей программы.
Обычно датчик CAD выглядит как железка на проводе,поэтому его надо найти и положить так,
чтобы он не образовывал электрического контакта со станком.
К стати,если он во время фрезеровки замкнётся,то LinuxCNC сделает аварийное завершение работы(и будет право),
поэтому после выставления нулей не кидайте его где попало,а приберите его на положенное ему место.
Если же причина в том,что движущиеся части станка замыкают датчик выхода за пределы рабочей области (Limit),
то поставьте галку «Override Limits» и заново отдайте команду включения станка,после чего
клавишами со стрелками (XY Axis) и PageUP/PageDown (Z Axis) выведите подвижные части станка в рабочею зону.
При этом если датчик лимита после перемещения останется активным то станок будет автоматически отключен,а флажок «override limits» сброшен обратно.
В этом случае подумайте над тем,что и зачем вы делаете и повторите ранее описанные операции заново.
Пример сообщений о срабатывании датчиков лимита:
Так же в процессе загрузки или работы может появится вот такое сообщение:
Это сообщение появляется только один раз при первом сбое и означает что система не закончила своевременно цикл функционирования.
Как правило к потере координат это не приводит,а только сбивает темп работы,но лучше чтобы это окошко как можно дольше или совсем не появлялось.
Чтобы этого достичь увеличте Base Period Maximum Jitter в Параметры станка, контроллера и быстродействия до приемлимого значения.
Сообщение отредактировал torvn77: 18 Май 2014 — 16:11
#3 OFFLINE torvn77
- Пол: Мужчина
- Из:Санкт-Петербурга

Нажав на кнопочку с папкой откройте диалоговое окно открытия файла выберите УП и нажмите ОК.
По умолчанию в этом окне показываются файлы только с расщирением *.ngc,если у вашей УП другое расщирение,
то либо открыв папку измените ей расширение,либо выберите в диалоговом окне показывать все файлы.
После того,как LinuxCNC обсчитает выбранную вами УП она будет отбражена в окне Preview в том месте рабочего пространства.
в котором она при текущих системах координат G54-G59.3 будет исполнена.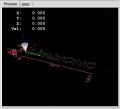
Задавать её коректное местоположение будем потом,а пока просто посмотрим чтобы путь инструмента был таким,каким нужно,
а то некоторые CAM порой делают выскакивания за пределы области обработки.
Для этого сначала настроим внешний вид этой вкладки,включив или отключив отображение различных элементов:

- Show program
- Show program rapids — показать быстрые перемещения.
- Show live plot — показывать пройденный инструментом путь.
- Show tool — отображать обозначающий инструмент перевёрнутый конус или,если инструмет определён в таблице,целиндр.
- Show extents — ??
- Show offset — ??
- Show machine limit — отображать границу рабочего пространства
- Show velosity — показывает скорость перемещения в данный момент времени
- Show distance to go — длина пути,который осталось пройти до конца текущей команды g-cod’a(??)
- Show Large coordinate font — использовать для показа координат крупный шрифт
- Alpha-blend program — мягкое отображение УП за счёт «прозрачности» линий,смысл тот,что такое отображение меньше напрягает глаза и вообще лучше воспринимается
- Clear live plot — очистить память о проиденом инструментом пути.
- Show commanded position — ??
- Show actual position — ??
- Show machine position — показывать координаты в абсолютной,т.е. мащиной системе координат
- Show relative position — показывать координаты с учётом офсетов G54-59.3 и G92(??)
- Display Inches — показывать текущие координаты в дюймах
- Display MM — показывать текущие координаты в миллиметрах
Если увидели что не правильное,выброс там какй то или провал траектории то щёлкаете мышкой по соответствующему участку
и в поле в котором отображается текст УП справа от текста смотрите номер строки:
Затем открываете меню File и выбираете команду «Edit. «
В результате УП откроется в указанном *.ini конфиге текстовом редакторе.
Если необходимо,то включаете для облегчения поиска в этом редакторе отображение номера строки и перейдя к строке с нужным номером редактируете УП.
после закрытия редактора нажимаете на находящиюся рядом с кнопкой открытия программы кнопку с зелёными стрелками,
при нажатии на которую УП перечитывается из файла заново и смотрите на результат,если всё устраивает,
то переходите к следующему этапу — установке программного нуля.
Хотя может лучше сначала поставить его,а потом уже УП править?
Сообщение отредактировал torvn77: 18 Май 2014 — 23:16
#4 OFFLINE torvn77
- Пол: Мужчина
- Из:Санкт-Петербурга
Установка программного нуля
Для активации нужных горячих клавиш на мониторе щелчком мыши или
нажатием клавиши F3 переходим к вкладке «Manual control»:

Берём клавиатуру и подключив её при необходимости через удлинитель кладём на рабочий стол станка.
Крепим заготовку.
Прикидываем как лучше в заготовке разместить изделие и запоминаем это в своей голове.
Вставляем в шпиндель самый тонкий из планируемых в обработке инструментов,если при этом клавиатура мешается то кладём её на пол.
Клавишей PageUP загоняем шпиндель на самый верх,или по крайней мере достаточно высоко,чтобы при перемещении во что нибудь не врезаться.
Клавишами стрелка вверх/вниз/право/лево размещаем шпиндель над заготовкой.
Опускаем шпиндель до минимальной высоты,при которой он не будет с заготовкой сталкиваться.
Сначала будем ставить нуль по У:
Стрелками вверх/вниз/право/лево размещаем шпиндель над приметной точкой будущего изделия,координату У которой мы знаем,
расплогая центр инструмента непосредствено над ней.
Оставив клавиатуру на станке бежим к компу и кликнув по радиобутону для выбора оси У нажимаем кнопку «Toush Off»
Радиобутоны:
В результате открывается такое окошко:
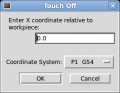
В этом окошке есть выпадающии список для выбора подлежащей изменению системы координат и
поле для ввода значения координаты которое мы хотим присвоить точке в которой находится кончик инструмента.
Вводите с клавиатуры значение у которое вам надо присвоить этой точке и нажимаете ОК.
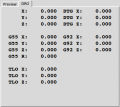
Если изменяемая система координат была G54,то выбрав в меню view опцию «Show relative position» можем увидеть,
что координата У приняла введённое значение.
В прочем,можно поступить иначе и к компу не бегать:
после расположения шпинделя над точкой нажимаем клавишу F5 и переключаемся на вкладку MDI:
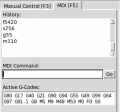
И если мы скажем хотим,чтобы в системе координат G54 ось У в этой точке имела значение скажем 15.0 набираем:
G10 L20 P1 Y15.0
Прочитать подробнее об этой команде можно здесь:G10 L20
А посмотреть таблицу соответсвия числа после «P» и системы координат G54-G59.3 можно здесь:G10 L2
Ну и чтобы быстрее понять в чём дело можете изучить вот эту демонстрационную программу,
в которой делается обход по двум прямоугольникам: Demo.ngc.tar.gz 1,05К 821 скачиваний
Demo.ngc.tar.gz 1,05К 821 скачиваний
Остальные оси в принципе настраиваются аналогично,но у установки оси Z из-за особых требовании по точности и
необходимости контакта с материалом есть методические отличия,которые мы и рассмотрим в следующем сообщении.
Сообщение отредактировал torvn77: 19 Май 2014 — 06:09
#5 OFFLINE torvn77
- Пол: Мужчина
- Из:Санкт-Петербурга
#6 OFFLINE torvn77
- Пол: Мужчина
- Из:Санкт-Петербурга
Прикрепленные изображения



Сообщение отредактировал torvn77: 19 Май 2014 — 02:48
Источник